Manufacturers often have a large blind spot regarding the causes of adhesion problems. This blind spot makes it impossible to solve these problems and generates frustration and loss rather than productivity and adhesion success. Taking the blinders off and taking on adhesion failure at its source(s) is job one for manufacturers who are determined to fix the problem.
Before making any decisions or taking any steps forward, manufacturers must take one giant step back. They need to examine and understand adhesion failure as something more systemic than what seems immediately evident. When committing to fixing common causes of adhesion problems, the first thing to recognize is to understand where the causes originate. This requires thinking outside of the usual approaches and looking further upstream than is typically done to address the issue's roots.
Thinking Outside the Usual Approaches
In every manufacturing process involving adhesion (bonding, printing, painting, coating, sealing, laminating), it is necessary to understand and control three key elements. These three elements are:
- the adhesive (what’s getting stuck)
- the surface of the materials (what it’s getting stuck to)
- the curing or finishing step.
Manufacturers have a pretty good handle on the first and third elements, but the one in the middle falls into that blind spot mentioned earlier.
Historically, manufacturers have thrown the issue over the wall to adhesive manufacturers when an issue arises or when building a new process or product. This is because the emphasis is on the first element – the adhesive. Since that is only one of three things that need to be controlled, it means the adhesive can be upgraded, re-examined, or tossed out without meaningful change to the issue. Improvement might be seen in the short run, but without taking a critical eye on the other elements, the problem will persist.
Similarly, when the curing or finishing of the bond is over-emphasized, this offers an imbalanced view. If the surface of the bond material is left out of the equation, then you might be curing and finishing an imperfect product that didn’t have a chance to adhere properly due to that surface state not being prepared adequately.
That second element is every bit as important as the other two but is commonly overlooked as a key component of solving adhesion failure. The surface of the material gets cleaned or treated, but even if failure continues, that’s where the story ends for most manufacturers. To avoid this same fate, an appreciation of what is happening at a molecular level on that surface is vital to determining the efficacy of your process. Rethinking adhesion as a chemical process is key to taking the necessary measures to solve adhesion problems.
Looking in Unexpected Places
Here are a few steps to take control of your material surfaces beyond the cleaning and treatment steps already planned or in place. These are the places where rethinking of adhesion begins.
1. Control incoming material
Develop and maintain a way to quantitatively evaluate the state of your material surfaces when they come into your facility or the assembly process. Suppose you don’t have precise knowledge of the chemical properties of the materials from suppliers or other places within your company. How can you appropriately clean or treat them? Having a baseline to understand what next steps are required is critical, not to have to guess downstream.
2. Optimize and Maintain Surface Preparation Equipment
Much like creating a quantitative way to measure the state of incoming materials, there needs to be a way to do the same to calculate the exact effect preparation steps are having on a material surface. There are always parameters that can be altered on equipment or methods that can be changed in order to produce a more desirable result in manual surface preparation processes. But if those changes are made without a way to track how much closer or farther away you are from adhesion success, then all that can be said is that the bond is stuck. But that isn’t really an insight because it lacks any nuance or clarity. How long will it stick? Why did those changes make it stick? Is the problem truly solved? How do we know? Without definitive answers to questions like these, you’re no further along than you were when you started.
3. Time Takes Its Toll
The bonding step should happen at the most optimal time once the preparation steps occur. This usually means right away. Although this is rarely possible in the real world. So, what happens to the surface during the time between the preparation step and the actual bonding, coating, printing, or sealing? Work needs to be done, and a spec needs to be set to know that the surface has maintained a clean or active state until the time of bonding. Without a way to verify that the surface is still within an acceptable range of that spec (because change will occur over time) when it comes time to bond, it leaves success completely up to chance.
Time also can wreak havoc on surfaces when materials are in storage. Even if a baseline is established when materials arrive from suppliers, time in storage or time exposed in the manufacturing facility can significantly degrade the surface state from that baseline. The same goes for the time in between the surface treatment and the bond step. During that time, the surface can drift away from the spec that was determined to be optimal for adhesion success.
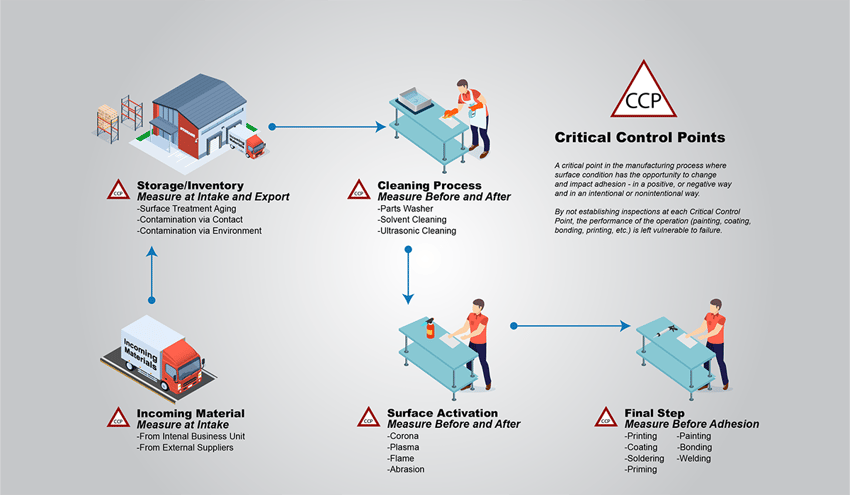
4. Get to Know Your Critical Control Points
All of the steps just outlined have something in common. To get the most out of these places where a surface could chemically change or has been intentionally chemically changed, there needs to be a way to measure and evaluate the surfaces. These steps are called your Critical Control Points, and when they are understood, measured, and monitored, they will give you a wealth of knowledge about how to find the root cause of your adhesion problems.
Watch a short video of Giles Dillingham, Founder and Chief Scientist at Brighton Science, discussing the impact of time, contaminants, and the implementation of Critical Control Points in manufacturing using an example of automotive glass.
How to Move Forward
Recognizing the Critical Control Points in your process and ensuring that everything meets the established requirements is the only way to move forward. It’s been said, “You can’t manage what you can’t measure,” and if you can’t measure your surface throughout your process, you will always look in the wrong places to eliminate adhesion failure.
Taking a holistic approach that defines cleanliness as the chemical state of a material surface and understanding how this chemical state changes throughout the ENTIRE process is the key to fixing common causes of adhesion problems.
You don’t need to tackle the problem alone. To learn more about eliminating adhesion issues, please download the free eBook titled. "The Future of Manufacturing: A Guide to Intelligent Adhesive Bonding Technologies & Methodologies."